Kevin R. Cashen
Super Moderator
Hardening II
Quenching
With the carbon in solution (austenite) within the blade, the idea behind hardening the steel is to somehow trap that carbon there to create a super-saturated solution at room temperature with the maximum wheel chock effect on the iron matrix. If the steel is cooled slowly the carbon will simply come out of solution to form concentrations of carbide within the iron, in its most common form this will be the lamellae of pearlite. To avoid this, the steel must be cooled at a rate faster than which the carbon can move and this is why we quench the steel.
At one time, when steel was just a simple alloy of iron and carbon, water was all that was needed to meet this task. But as demands on performance, along with the complexity of parts treated, increased we developed other quench methods and alloys to help facilitate them. With alloys that more readily hardened more versatility was introduced to the quenching approach and oils or even air where added to the choice of quenching mediums. For the purpose of this writing I will stick to the most commonly used liquid quenchant today- oil.
While, contrary to popular belief, speed alone is certainly not an exclusive qualification for a quenchant, it is important with some simpler steels for the reason of outpacing the aforementioned escape of the carbon atoms from austenite solution. To get an idea of how fast this needs to be, with 1084 pearlite will begin to form at 1000F in around .75 seconds, and it gets down to .5 seconds with 1095. Considering this, one can see how obtaining the most effective cooling from soak temperature to 900F can be critical in fully hardening a piece of steel.
However countering the desirable quality of speed is the need to avoid over stressing the steel during the incredibly intense changes it is undergoing. The internal strain caused by the transformation of hardening is enough to blow the steel apart if it is not kept carefully balanced. Thus the ideal quench for any steel is one that obtains the maximum amount of hardness from trapped carbon with the minimum of stress beyond what is needed to accomplish this.
How it happens
When the steel enters the quench the rapid cooling will take the austenite solution headlong toward a critical point around 1000F where the most stable and favored phase of the iron carbon mix (pearlite) will want to form. This is the most critical point in the hardening operation, for only by keeping the carbon in solution can you get maximum hardness from it at room temperature; every speck of pearlite that manages to form at 1000F means that much less hardened steel at room temperature. If the quench is completely inadequate there will be pearlite and the blade will not harden. If the quench is only partially effective there will be soft spots and less than full hardness as it is riddled with pinpoint pearlite colonies. But if the cooling is fast enough to keep full solution, pearlite will be avoided and austenite will be maintained at temperatures well below its natural range.
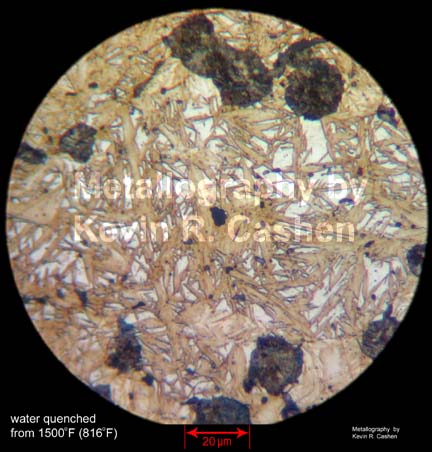
Above is an image of pearlite colonies that formed in the martensite of old style bloomery steel even when it was quenched in water. Fortunately even our simplest modern steels have alloying to help in avoiding this.
If the latter occurs the steel will undergo no further changes until a point below 500F*, is reached and the need for the iron atoms to assume a room temperature orientation becomes impossible to resist. At this point a new transformation will be initiated; one that is driven by temperature alone with time being irrelevant, where the carbon doesn’t move at all but the iron matrix around it does in a very dramatic way.
The new phase created by this transformation is the hardened form of steel and is known as martensite. From the point at which it begins (designated “Ms” for martensite start), to room temperature, more and more martensite will form and the steel will get increasingly harder. This transformation is dependent on the ability of the matrix to deform and if there is too much carbon, or the alloying is too great, it will resist and you will get retained austenite resulting in lower hardness.
During the strain of this transformation any undue added stress is not only unnecessary, it can be catastrophic, and so it is beneficial for a quenchant to not have great speed in this part of the process. The ideal quenchant will cool very quickly and evenly at first but then decelerate to a slower and gentler cooling below 600F. The reason oils and other mediums were developed to replace water was because water has the inverse of this desired behavior, creating insulating steam at first and then cooling very rapidly at the end of the quench, often resulting in that dreaded “ping” sound.
I could devote an entire separate thread on quench mediums so instead I will merely cover the quenching technique in this writing. An effective quenching method will incorporate a few standard practices which help secure success. Preheating the oil will be one of those practices. Warm oil has a much lower viscosity, greatly increasing its convective cooling. Water based quenchants can be slightly warmed to reduce the thermal shock but the greater problem of closing the gap to the boiling point is another concern. Most oils respond very well when heated from 95F to 130F. Beware the temptation of overheating, as most oils start to lose their conductive cooling rate above 200F, and temperatures in excess of 150F will shorten the life of most quenching oils.
The very short times to make pearlite mentioned above has often been misconstrued as a need to hurriedly rush from the soak to the quench, so much so that I fear people could get hurt. Relax, the .75 seconds for 1084 occurs at 1000F not at soak temperature. Just keep your quench tank near your heat source and promptly quench. Don’t walk across the shop with a blade of 1095 however since the extra carbide will begin to move well before 1000F. But in either case air is a great insulator so the race actually starts when you enter the liquid and you turn matters over to the quenchant, and this is why it so important to have one you can rely on.
Quick and even immersion in the quenchant is important. I have found a cutting motion effective, spine or edge down, for horizontal quenching (blade length held parallel to the liquids surface) and a stabbing motion for vertical quenching. But once in the quench, continued movement between the blade and the liquid is very important to keep fresh liquid available for cooling and break up any vapor films that may form. Industry uses pumps or impellers to move the oil but in the absence of such luxury one can at least move the blade. Many not familiar with the process fear that movement could cause distortion, and certainly improper movement, such as side to side pushing with the flats of the blade could indeed be a problem, but proper agitation will actually eliminate many distortion threats.
Never just drop or toss a blade into the quench, or allow it to rest on the bottom or side of the container. And always remember that it is the vapors not the liquid that burns. Combustion needs three main things to occur- fuel, oxygen and heat, with all hot steel below the surface of the oil it cannot happen, this is important to remember for the long healthy life of both you and your quench oil.
Once the blade can be held comfortably in your hand get it in the temper as soon as possible to relieve some of the stress of the hardening operation, leaving steel in its as-quenched condition for extended periods of time can lead to distortion, micro-fracturing or even all out cracking. More than one knifemaker has found pieces on the bench when waiting until tomorrow to temper.
*the greater the carbon content, the lower the temperature at which hardening occurs will be, many steels with less carbon content than the average knife will begin the transformation above 500F.
Recommended reading on this topic: “Quenching and Martempering” by ASM, “Heat Treater’s Guide” by ASM, “Principles of Heat Treatment” by M.A. Grossman
If this post, and the resulting thread, has information that you feel is useful enough to be linked to in the sticky index at the top of the page you may indicate that by voting in the pole. If you feel the information, or resulting thread, is not helpful, productive, or positive enough for all visitors to benefit from, do feel free to indicate that with a “no” vote in the pole. Both opinions will be regarded with equal value in ensuring only the best information is highlighted in this forum.
Quenching
With the carbon in solution (austenite) within the blade, the idea behind hardening the steel is to somehow trap that carbon there to create a super-saturated solution at room temperature with the maximum wheel chock effect on the iron matrix. If the steel is cooled slowly the carbon will simply come out of solution to form concentrations of carbide within the iron, in its most common form this will be the lamellae of pearlite. To avoid this, the steel must be cooled at a rate faster than which the carbon can move and this is why we quench the steel.
At one time, when steel was just a simple alloy of iron and carbon, water was all that was needed to meet this task. But as demands on performance, along with the complexity of parts treated, increased we developed other quench methods and alloys to help facilitate them. With alloys that more readily hardened more versatility was introduced to the quenching approach and oils or even air where added to the choice of quenching mediums. For the purpose of this writing I will stick to the most commonly used liquid quenchant today- oil.
While, contrary to popular belief, speed alone is certainly not an exclusive qualification for a quenchant, it is important with some simpler steels for the reason of outpacing the aforementioned escape of the carbon atoms from austenite solution. To get an idea of how fast this needs to be, with 1084 pearlite will begin to form at 1000F in around .75 seconds, and it gets down to .5 seconds with 1095. Considering this, one can see how obtaining the most effective cooling from soak temperature to 900F can be critical in fully hardening a piece of steel.
However countering the desirable quality of speed is the need to avoid over stressing the steel during the incredibly intense changes it is undergoing. The internal strain caused by the transformation of hardening is enough to blow the steel apart if it is not kept carefully balanced. Thus the ideal quench for any steel is one that obtains the maximum amount of hardness from trapped carbon with the minimum of stress beyond what is needed to accomplish this.
How it happens
When the steel enters the quench the rapid cooling will take the austenite solution headlong toward a critical point around 1000F where the most stable and favored phase of the iron carbon mix (pearlite) will want to form. This is the most critical point in the hardening operation, for only by keeping the carbon in solution can you get maximum hardness from it at room temperature; every speck of pearlite that manages to form at 1000F means that much less hardened steel at room temperature. If the quench is completely inadequate there will be pearlite and the blade will not harden. If the quench is only partially effective there will be soft spots and less than full hardness as it is riddled with pinpoint pearlite colonies. But if the cooling is fast enough to keep full solution, pearlite will be avoided and austenite will be maintained at temperatures well below its natural range.
Above is an image of pearlite colonies that formed in the martensite of old style bloomery steel even when it was quenched in water. Fortunately even our simplest modern steels have alloying to help in avoiding this.
If the latter occurs the steel will undergo no further changes until a point below 500F*, is reached and the need for the iron atoms to assume a room temperature orientation becomes impossible to resist. At this point a new transformation will be initiated; one that is driven by temperature alone with time being irrelevant, where the carbon doesn’t move at all but the iron matrix around it does in a very dramatic way.
The new phase created by this transformation is the hardened form of steel and is known as martensite. From the point at which it begins (designated “Ms” for martensite start), to room temperature, more and more martensite will form and the steel will get increasingly harder. This transformation is dependent on the ability of the matrix to deform and if there is too much carbon, or the alloying is too great, it will resist and you will get retained austenite resulting in lower hardness.
During the strain of this transformation any undue added stress is not only unnecessary, it can be catastrophic, and so it is beneficial for a quenchant to not have great speed in this part of the process. The ideal quenchant will cool very quickly and evenly at first but then decelerate to a slower and gentler cooling below 600F. The reason oils and other mediums were developed to replace water was because water has the inverse of this desired behavior, creating insulating steam at first and then cooling very rapidly at the end of the quench, often resulting in that dreaded “ping” sound.
I could devote an entire separate thread on quench mediums so instead I will merely cover the quenching technique in this writing. An effective quenching method will incorporate a few standard practices which help secure success. Preheating the oil will be one of those practices. Warm oil has a much lower viscosity, greatly increasing its convective cooling. Water based quenchants can be slightly warmed to reduce the thermal shock but the greater problem of closing the gap to the boiling point is another concern. Most oils respond very well when heated from 95F to 130F. Beware the temptation of overheating, as most oils start to lose their conductive cooling rate above 200F, and temperatures in excess of 150F will shorten the life of most quenching oils.
The very short times to make pearlite mentioned above has often been misconstrued as a need to hurriedly rush from the soak to the quench, so much so that I fear people could get hurt. Relax, the .75 seconds for 1084 occurs at 1000F not at soak temperature. Just keep your quench tank near your heat source and promptly quench. Don’t walk across the shop with a blade of 1095 however since the extra carbide will begin to move well before 1000F. But in either case air is a great insulator so the race actually starts when you enter the liquid and you turn matters over to the quenchant, and this is why it so important to have one you can rely on.
Quick and even immersion in the quenchant is important. I have found a cutting motion effective, spine or edge down, for horizontal quenching (blade length held parallel to the liquids surface) and a stabbing motion for vertical quenching. But once in the quench, continued movement between the blade and the liquid is very important to keep fresh liquid available for cooling and break up any vapor films that may form. Industry uses pumps or impellers to move the oil but in the absence of such luxury one can at least move the blade. Many not familiar with the process fear that movement could cause distortion, and certainly improper movement, such as side to side pushing with the flats of the blade could indeed be a problem, but proper agitation will actually eliminate many distortion threats.
Never just drop or toss a blade into the quench, or allow it to rest on the bottom or side of the container. And always remember that it is the vapors not the liquid that burns. Combustion needs three main things to occur- fuel, oxygen and heat, with all hot steel below the surface of the oil it cannot happen, this is important to remember for the long healthy life of both you and your quench oil.
Once the blade can be held comfortably in your hand get it in the temper as soon as possible to relieve some of the stress of the hardening operation, leaving steel in its as-quenched condition for extended periods of time can lead to distortion, micro-fracturing or even all out cracking. More than one knifemaker has found pieces on the bench when waiting until tomorrow to temper.
*the greater the carbon content, the lower the temperature at which hardening occurs will be, many steels with less carbon content than the average knife will begin the transformation above 500F.
Recommended reading on this topic: “Quenching and Martempering” by ASM, “Heat Treater’s Guide” by ASM, “Principles of Heat Treatment” by M.A. Grossman
If this post, and the resulting thread, has information that you feel is useful enough to be linked to in the sticky index at the top of the page you may indicate that by voting in the pole. If you feel the information, or resulting thread, is not helpful, productive, or positive enough for all visitors to benefit from, do feel free to indicate that with a “no” vote in the pole. Both opinions will be regarded with equal value in ensuring only the best information is highlighted in this forum.
Last edited: