Kevin R. Cashen
Super Moderator
What is the difference between normalizing and annealing? It is one of the most common questions we often see and while on the surface the two treatments appear quite similar in the scope of their purpose they are actually very different. In the thread on annealing we covered how the purpose of that treatment was to soften and relieve stress and the resulting internal structure may be fine or coarse with the carbon widely separated. In normalizing the intended goal is a homogenous and uniform internal structure regardless of its form, or even perhaps size. A successful normalization is not defined by level of softness, hardness or stress, but, more importantly, that it is the same throughout.
The most important heat treatment?
In its possible effects on the final outcome of a blade, the power of proper normalization cannot be overstated. Hardening and tempering may seem like the most important operations to the fledgling heat treater but their success and approach is profoundly determined by conditions established in normalization. Behaviors in grinding and machining also indicate the importance of normalizing in preparation for annealing and shaping operations.
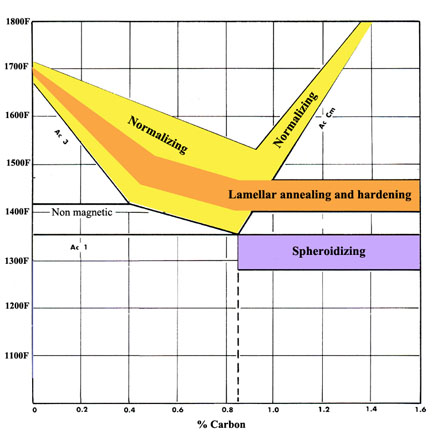
Normalizing involves the heating of the steel to above recrystallization temperatures (around 1335F minimum), and beyond, to a full solution in order to create as uniform internal conditions as possible. We often use the term “critical temperature” but in normalizing it is important to know that there are actually three “critical temperatures” to be concerned with. The first is the previously mentioned 1335F which is when the carbon first begins to go into solution and the new crystalline structure begins to form. The next is the temperature at which steel with less than .8% carbon will have its extra iron entirely filled with carbon, and it varies according to carbon content, the lower the carbon the higher this temperature, but it will always be higher than 1335F. The third is the temperature at which all of the extra carbon in a steel with more than .80% will be dissolved into the iron; this time the inverse, the greater the carbon, the higher the temperature above 1335F. With steels that contain around .80% carbon the upper critical temperature is the same as the lower, so 1335F is it.
Actual, full normalization requires exceeding the upper critical temperature in order to dissolve everything evenly and then allow it to create uniform structures as it cools. To this end the main operative word is “evenly”, heating must be done as evenly as possible and cooling must be done as evenly as possible. Thus setting a blade on any surface while cooling can interfere with a proper normalization, as well as most attempts to insulate it, so overtly the most obvious difference from annealing to normalizing is the still air cooling rather than any attempt to retard it. In most simple steels this will result in a relatively fine pearlite but this is all right since the goal is not to soften but to normalize the internal structures. Industry would say that you cannot normalize air hardening steels, as technically the operation would be identical to hardening, however the two can be separated even with these alloys based on the desired effects and wherein the heat treating line-up we choose to put them. Even an air hardening steel has not been officially quench hardened if it has yet to be annealed.
The three main targets of normalizing
1. Grain size. Normalization doesn’t really care about what size things are so long as they are the same size, in steel the kiss of death for many important properties is inconsistency. Odd and non-uniform places in the structure will create points of higher energy which will profoundly affect how things go into solution on subsequent heats as well as how the steel will handle stress later on. A “stress riser” is a point of higher energy where the steel will reach its limits much quicker when loaded, the more uniform you can have things the more the steel, as a whole, can handle loads. So while fine grain size is good, a uniform grain size is critical in reaping the benefits of it being fine. If there are huge grains surrounded by fine ones this discrepancy will only increase on subsequent heating and create points of greater inconsistency and ultimately weakness. The even heating to full solution, and even cooling, helps ensure a uniform grain size.
2. Carbide size. While most knifemakers focus on grain size, too often we ignore the much more important factor of carbide size when it comes to edge quality. Large and unevenly distributed carbon levels can create very detrimental segregations and concentrations in the uniformity of the steel. Large carbides make very fine and stable edges almost impossible as they are very hard and tend to pull out of the surrounding steel during sharpening, leaving microscopic flat spot on what should have been a sharp edge. Some large carbide forming steels have gotten the reputation of “taking a terrible edge and holding it forever”, and this is exactly why. When all of this is considered the ability to create very fine and evenly distributed carbides is invaluable in creating a quality blade, and normalizing is the operation that makes that possible. New grains are formed in almost every other heat treating operation but only normalizing gives us the opportunity to put the carbides exactly where they need to be for those subsequent operations to work with. Carbide requires serious temperature to be manipulated and only normalizing provides that at the proper time in the knifemaking sequence to set things up for later success.
3. Internal energy, or what normal folks call stress, must be uniform in order to keep a blade from warping. This is accomplished by keeping the internal makeup of the blade as uniform as possible and all of the points covered in the first two areas should make it abundantly clear how critical proper normalization can be in keeping a blade straight now and in subsequent heat treatments.
How to do a full, traditional normalization
To perform what industry defines and a true normalization you need to exceed all the critical temperatures we have discussed and achieve total recrystallization and solution. To accomplish this, the target temperature is much higher that you would expect, from 1550F to 1700F, with the lower carbon contents requiring the higher end of that scale. But don’t be too shocked, this is actually a bit lower than proper forging temperatures for most of the simple steels we typically work with. Once again the real trick is to be certain that the heating to that temperature is as even as possible followed by a simple cooling in still air.
This is a traditional normalization that has been utilized throughout industry for years, and it seems simple enough, as indeed it is, but knifemakers often incorporate some deviations on this to accomplish some other goals. After the full normalization cycle you have all of your grains a nice and even size but now you may want to focus on making that size smaller, for this you can follow the initial normalization with some other heats that do not exactly fit the true definition of normalizing but will work hand in hand with it.
The first cycle can be followed with subsequent heats involving decreasing maximum temperatures before cooling. The next could fall in line with the appropriate hardening temperature for that steel to leave carbide untouched but reduce grain size. This in turn could be followed by an even lower heat to initiate yet another even finer grain set with no chance the grain enlargement; it is worth noting however that eventually there is a point of diminishing returns as the grain coarsening temperature drops in conjunction with size. Eventually you are on the lower end of the scale where temperatures conveniently resemble the spheroidizing treatments discussed in the thread on annealing.
Recommended reading on this topic: “Principles of Heat Treatment” by M.A. Grossman and E.C. Bain
If this post, and the resulting thread, has information that you feel is useful enough to be linked to in the sticky index at the top of the page you may indicate that by voting in the pole. If you feel the information, or resulting thread, is not helpful, productive, or positive enough for all visitors to benefit from, do feel free to indicate that with a “no” vote in the pole. Both opinions will be regarded with equal value in ensuring only the best information is highlighted in this forum. I have changed the rule regarding two pages to be considered for the sticky, and will participate with answering any questions to better see if the thread is of interest.
The most important heat treatment?
In its possible effects on the final outcome of a blade, the power of proper normalization cannot be overstated. Hardening and tempering may seem like the most important operations to the fledgling heat treater but their success and approach is profoundly determined by conditions established in normalization. Behaviors in grinding and machining also indicate the importance of normalizing in preparation for annealing and shaping operations.
Normalizing involves the heating of the steel to above recrystallization temperatures (around 1335F minimum), and beyond, to a full solution in order to create as uniform internal conditions as possible. We often use the term “critical temperature” but in normalizing it is important to know that there are actually three “critical temperatures” to be concerned with. The first is the previously mentioned 1335F which is when the carbon first begins to go into solution and the new crystalline structure begins to form. The next is the temperature at which steel with less than .8% carbon will have its extra iron entirely filled with carbon, and it varies according to carbon content, the lower the carbon the higher this temperature, but it will always be higher than 1335F. The third is the temperature at which all of the extra carbon in a steel with more than .80% will be dissolved into the iron; this time the inverse, the greater the carbon, the higher the temperature above 1335F. With steels that contain around .80% carbon the upper critical temperature is the same as the lower, so 1335F is it.
Actual, full normalization requires exceeding the upper critical temperature in order to dissolve everything evenly and then allow it to create uniform structures as it cools. To this end the main operative word is “evenly”, heating must be done as evenly as possible and cooling must be done as evenly as possible. Thus setting a blade on any surface while cooling can interfere with a proper normalization, as well as most attempts to insulate it, so overtly the most obvious difference from annealing to normalizing is the still air cooling rather than any attempt to retard it. In most simple steels this will result in a relatively fine pearlite but this is all right since the goal is not to soften but to normalize the internal structures. Industry would say that you cannot normalize air hardening steels, as technically the operation would be identical to hardening, however the two can be separated even with these alloys based on the desired effects and wherein the heat treating line-up we choose to put them. Even an air hardening steel has not been officially quench hardened if it has yet to be annealed.
The three main targets of normalizing
1. Grain size. Normalization doesn’t really care about what size things are so long as they are the same size, in steel the kiss of death for many important properties is inconsistency. Odd and non-uniform places in the structure will create points of higher energy which will profoundly affect how things go into solution on subsequent heats as well as how the steel will handle stress later on. A “stress riser” is a point of higher energy where the steel will reach its limits much quicker when loaded, the more uniform you can have things the more the steel, as a whole, can handle loads. So while fine grain size is good, a uniform grain size is critical in reaping the benefits of it being fine. If there are huge grains surrounded by fine ones this discrepancy will only increase on subsequent heating and create points of greater inconsistency and ultimately weakness. The even heating to full solution, and even cooling, helps ensure a uniform grain size.
2. Carbide size. While most knifemakers focus on grain size, too often we ignore the much more important factor of carbide size when it comes to edge quality. Large and unevenly distributed carbon levels can create very detrimental segregations and concentrations in the uniformity of the steel. Large carbides make very fine and stable edges almost impossible as they are very hard and tend to pull out of the surrounding steel during sharpening, leaving microscopic flat spot on what should have been a sharp edge. Some large carbide forming steels have gotten the reputation of “taking a terrible edge and holding it forever”, and this is exactly why. When all of this is considered the ability to create very fine and evenly distributed carbides is invaluable in creating a quality blade, and normalizing is the operation that makes that possible. New grains are formed in almost every other heat treating operation but only normalizing gives us the opportunity to put the carbides exactly where they need to be for those subsequent operations to work with. Carbide requires serious temperature to be manipulated and only normalizing provides that at the proper time in the knifemaking sequence to set things up for later success.
3. Internal energy, or what normal folks call stress, must be uniform in order to keep a blade from warping. This is accomplished by keeping the internal makeup of the blade as uniform as possible and all of the points covered in the first two areas should make it abundantly clear how critical proper normalization can be in keeping a blade straight now and in subsequent heat treatments.
How to do a full, traditional normalization
To perform what industry defines and a true normalization you need to exceed all the critical temperatures we have discussed and achieve total recrystallization and solution. To accomplish this, the target temperature is much higher that you would expect, from 1550F to 1700F, with the lower carbon contents requiring the higher end of that scale. But don’t be too shocked, this is actually a bit lower than proper forging temperatures for most of the simple steels we typically work with. Once again the real trick is to be certain that the heating to that temperature is as even as possible followed by a simple cooling in still air.
This is a traditional normalization that has been utilized throughout industry for years, and it seems simple enough, as indeed it is, but knifemakers often incorporate some deviations on this to accomplish some other goals. After the full normalization cycle you have all of your grains a nice and even size but now you may want to focus on making that size smaller, for this you can follow the initial normalization with some other heats that do not exactly fit the true definition of normalizing but will work hand in hand with it.
The first cycle can be followed with subsequent heats involving decreasing maximum temperatures before cooling. The next could fall in line with the appropriate hardening temperature for that steel to leave carbide untouched but reduce grain size. This in turn could be followed by an even lower heat to initiate yet another even finer grain set with no chance the grain enlargement; it is worth noting however that eventually there is a point of diminishing returns as the grain coarsening temperature drops in conjunction with size. Eventually you are on the lower end of the scale where temperatures conveniently resemble the spheroidizing treatments discussed in the thread on annealing.
Recommended reading on this topic: “Principles of Heat Treatment” by M.A. Grossman and E.C. Bain
If this post, and the resulting thread, has information that you feel is useful enough to be linked to in the sticky index at the top of the page you may indicate that by voting in the pole. If you feel the information, or resulting thread, is not helpful, productive, or positive enough for all visitors to benefit from, do feel free to indicate that with a “no” vote in the pole. Both opinions will be regarded with equal value in ensuring only the best information is highlighted in this forum. I have changed the rule regarding two pages to be considered for the sticky, and will participate with answering any questions to better see if the thread is of interest.
Last edited:
 .
.