JawJacker
Well-Known Member
Well, Not a complete waste of time, I did learn a few things.
1. Nicholson file 1/4 thick
2. Annealed
3. Shaped and beveled drilled 1/4 holes 2
4. Normalized it, one round of 1650 then air cooled
5. Heat treated with Evenheat 1450 no soak, brine quench
6. 1 hr 400 degrees X2 for temper
7. Noticed I had some warpage 1/16 off in the handle area
8. placed it in the vise applied very little pressure to straighten .....and
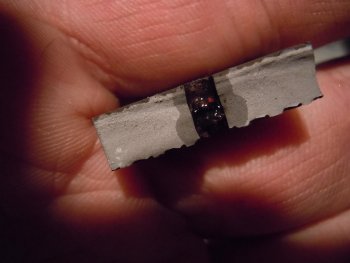
9. PING :what!:
Anywho, How does my grain look?? Im going to test the pieces in the vise Monday to see what happens.
1. Nicholson file 1/4 thick
2. Annealed
3. Shaped and beveled drilled 1/4 holes 2
4. Normalized it, one round of 1650 then air cooled
5. Heat treated with Evenheat 1450 no soak, brine quench
6. 1 hr 400 degrees X2 for temper
7. Noticed I had some warpage 1/16 off in the handle area
8. placed it in the vise applied very little pressure to straighten .....and
9. PING :what!:
Anywho, How does my grain look?? Im going to test the pieces in the vise Monday to see what happens.