Thanks Tracy. I have enjoyed this one. Here is the last update before it goes to Rowe Leather for a sheath.
Ok so when we left off we had ground the blade to about 95% completion. I still needed to go back and work my way up through the finer grits to make it shine.
This is a shot after, with the guard sitting there. I have to say I am proud of this grind. I was afraid i would not be able to do this, but I think I pulled it off
")
At this point, I etch my name on the blade. I use an Ernie Grospitch stencil.
The leads are connected to the blade and a qtip is dipped in a saltwater mix, and the moist qtip is pressed over the stencil.
And then when the stencil is removed, we have my name.
After this, I cut out an oval shape from a piece of electrical tape and place it around my name. I then take clear nail polish and fill in the oval, covering the etched area with my name.
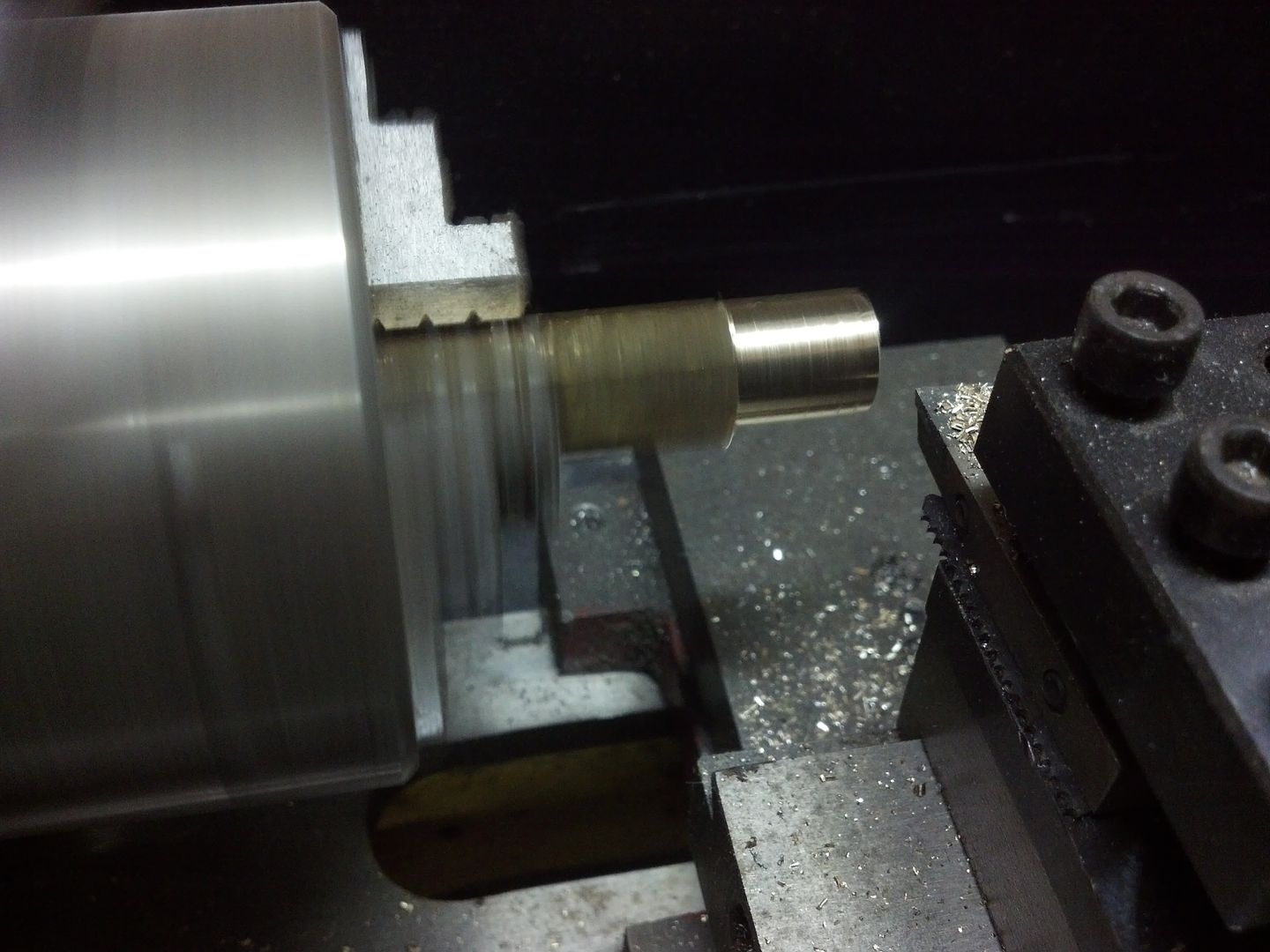
While that is drying I have to turn some square brass stock I have to make the lanyard hole tube piece. I'm doing it out of brass to match the mosaic pins. After all this was done, I think this would have looked more correct and less busy with just solid 416SS pins, but the mosaic pins are cool. There is just kind of a clash that I notice between the brass and SS.
Really I needed a four jaw chuck for this, but my little lathe only has a three jaw. You can do this, but it isn't recommended. I ended up with one jaw on a flat and the other two on corners. You just have to take light cuts..
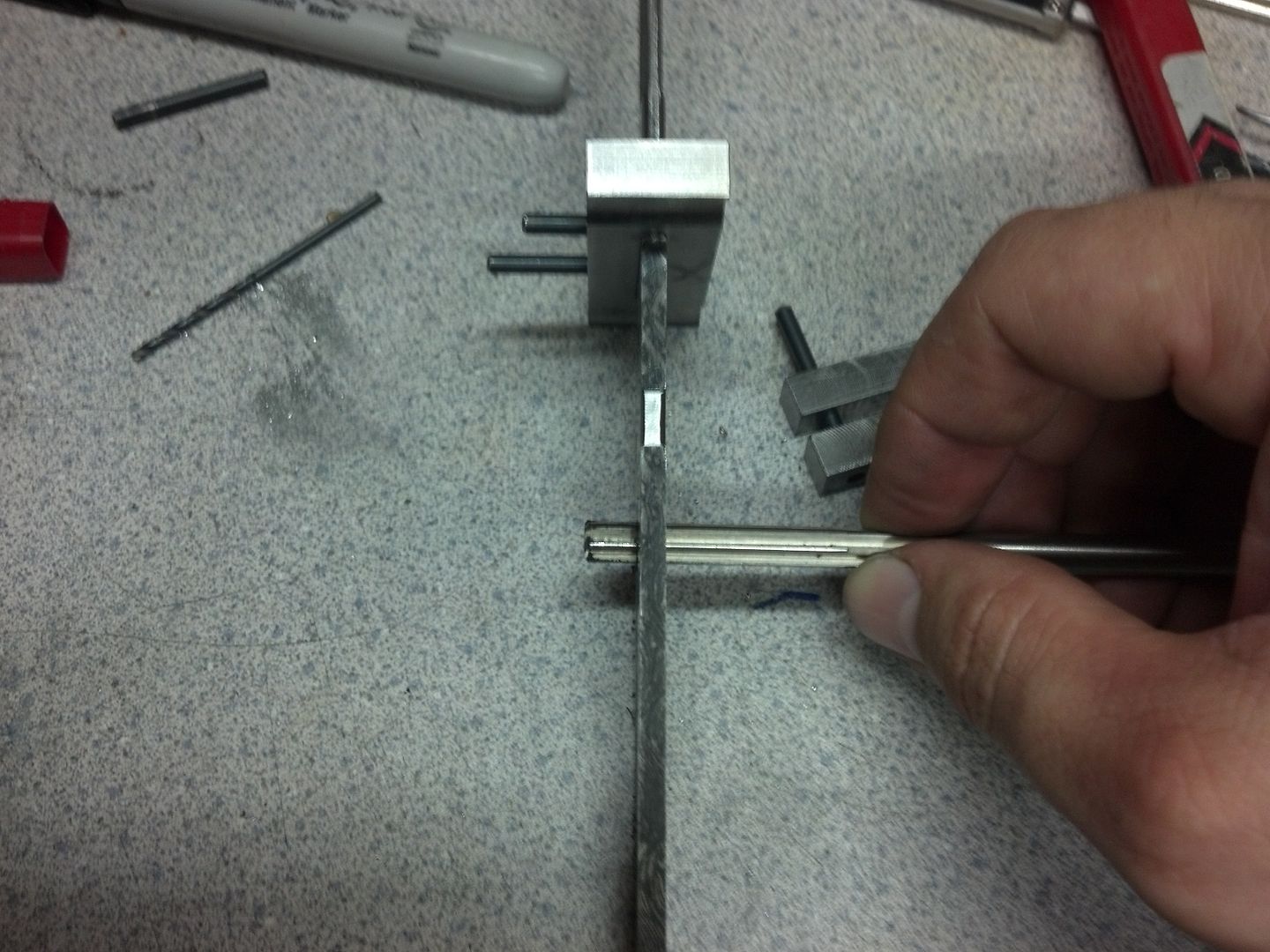
After some turning we arrive at .250", which is what the hole in the rear of the tang and bolsters is.
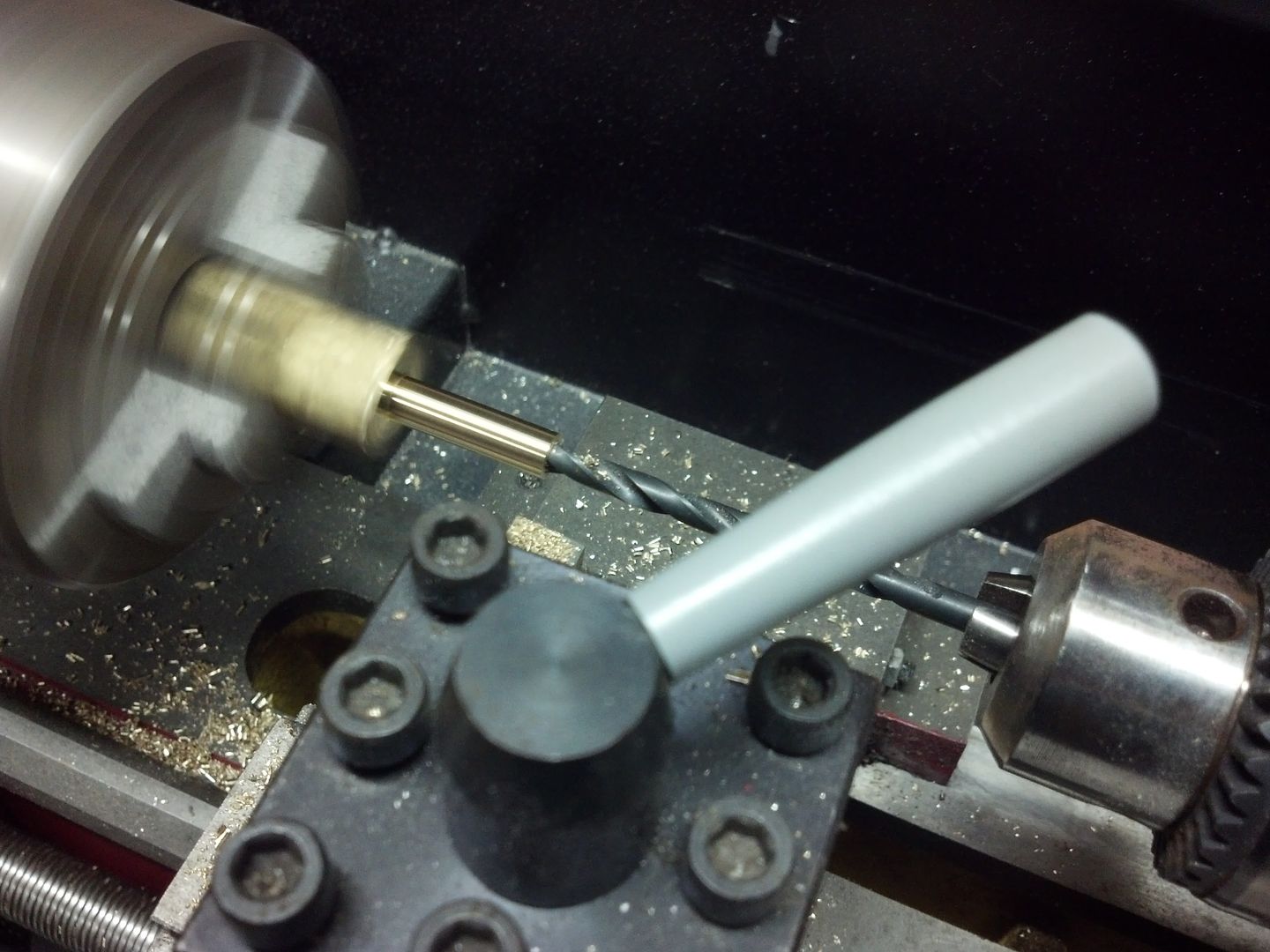
Then we have to drill a hole through to create the tube. I think I used a .177" drill..nothing specific, just need a hole.
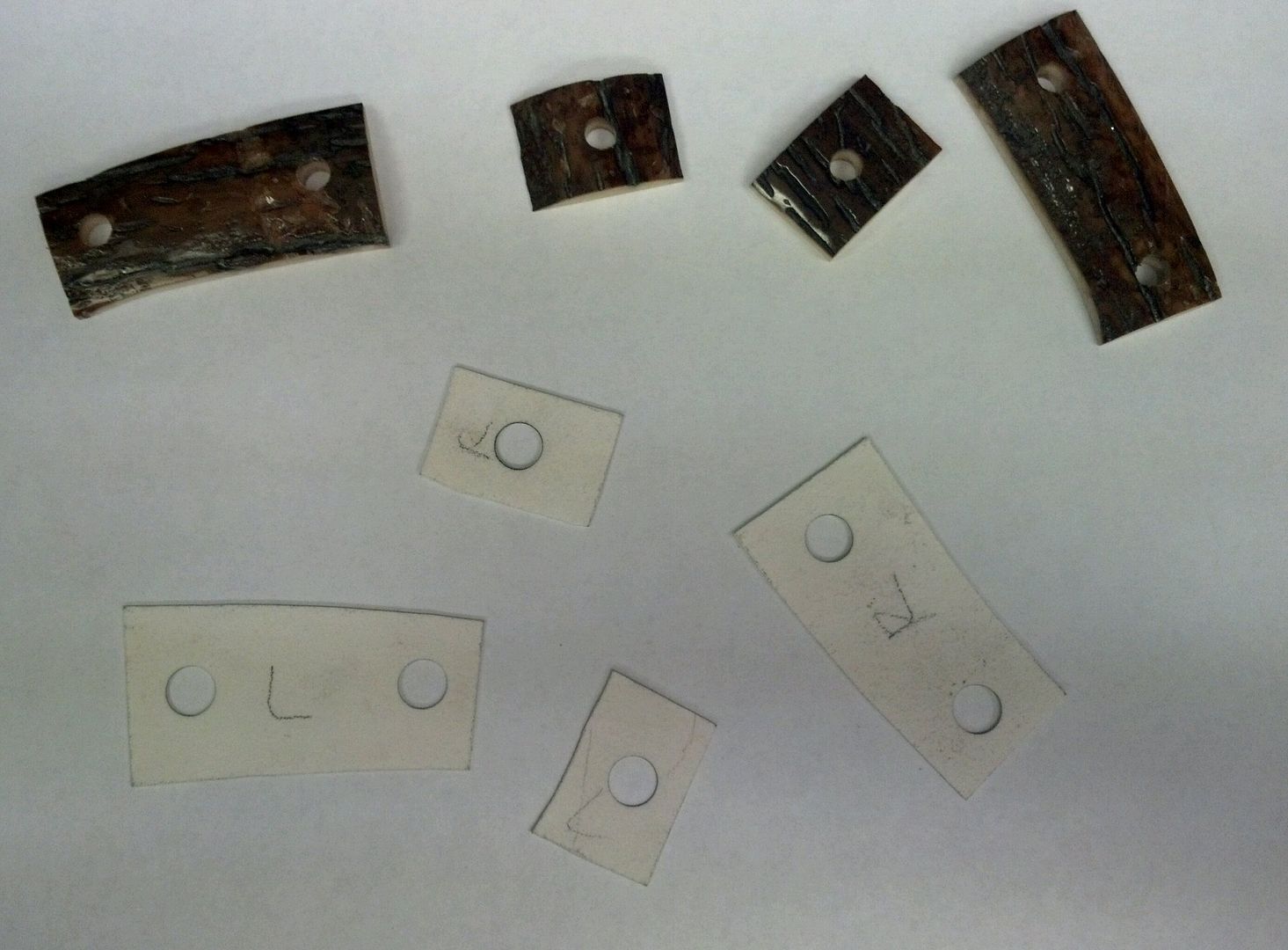
In this pic I have started sanding the tic marks left by my angle grinder in the scale pieces. I use a little right angle air grinder to do the majority of the scale shaping. It always leave some marks, and this gets them out. I then work up through the finer grits to make them smooth.
The finished pieces (for the time being)
I have cut the new 5/16" mosaic pins and there is the new little lanyard tube I just made on the right. I run the pieces in a kind of spiral motion on a grinder to create a groove for adhesive.
At this point the nail polish over my name on the blade has dried, and I can now proceed with the blade etch.
The blade is placed in a ferric chloride solution, somewhat diluted with water.
The whole blade is submersed. I only leave it in the etch solution for about 5 minutes. The longer you leave it, the darker the etch and the deeper the black.
Here it is right out of etch and rinsed off. You have to rinse it off good because if you don't get the solution completely off it will continue to work.
Then I peel off the nail polish, which was protecting a small oval area around my name.
Then I take some mocrofine sanding pads and lightly work the entire blade. It slightly polishes the high spots and removes the remaining eaten metal from the lower carbon areas.
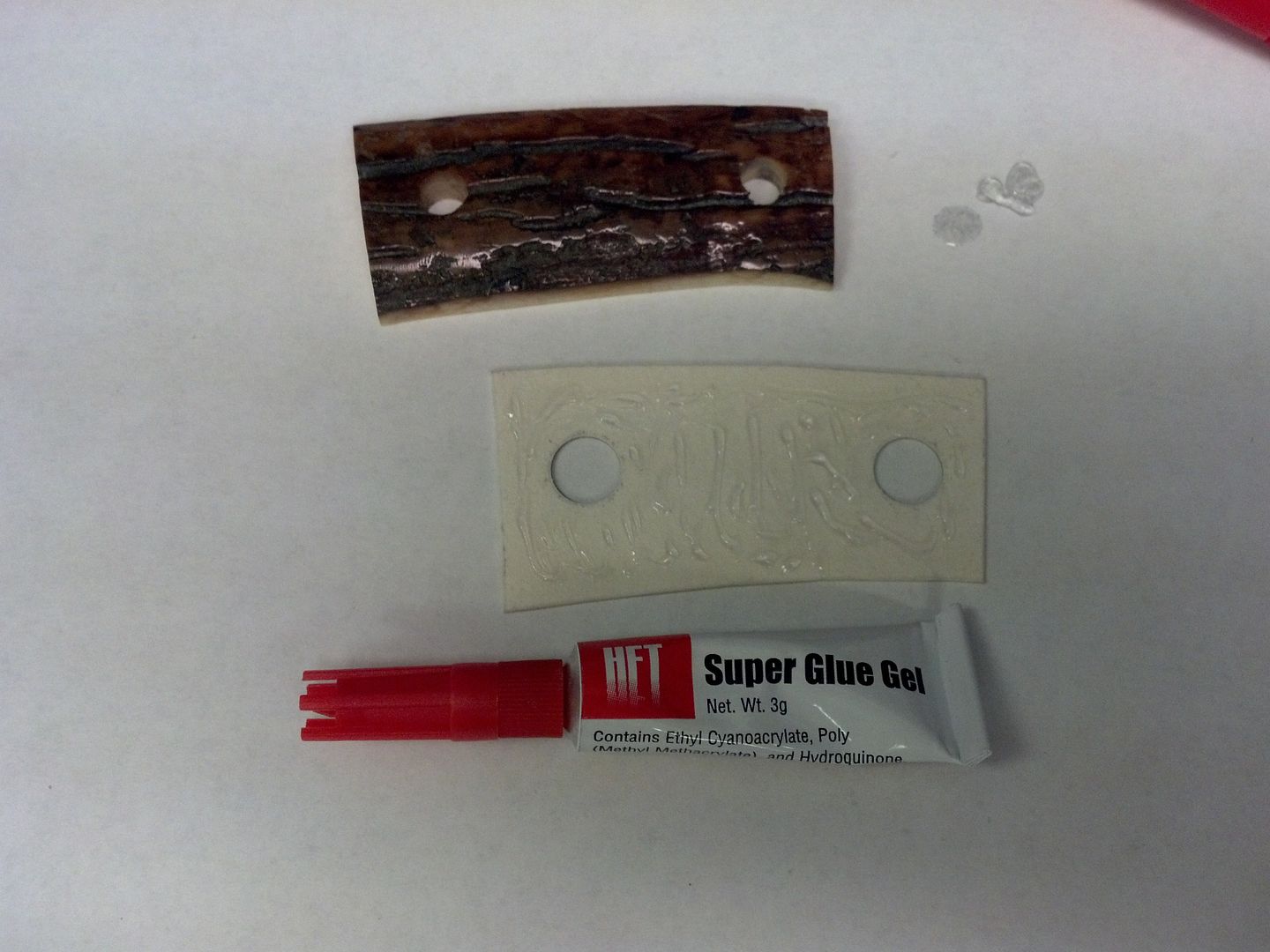
At this point I have wrapped the blade in electrical tape to protect it, and set up everything to glue the scales. I use JB Weld for this mostly. It seems to work great.
And here is everything stuck together. I have two sets of vise grips and two clamps squeezing everything tight.
This is what it looked like after removing all the clamps.
Next step is to start roughing those mosaic handle pins down to get them closer to the scales. Eventually they will be level.
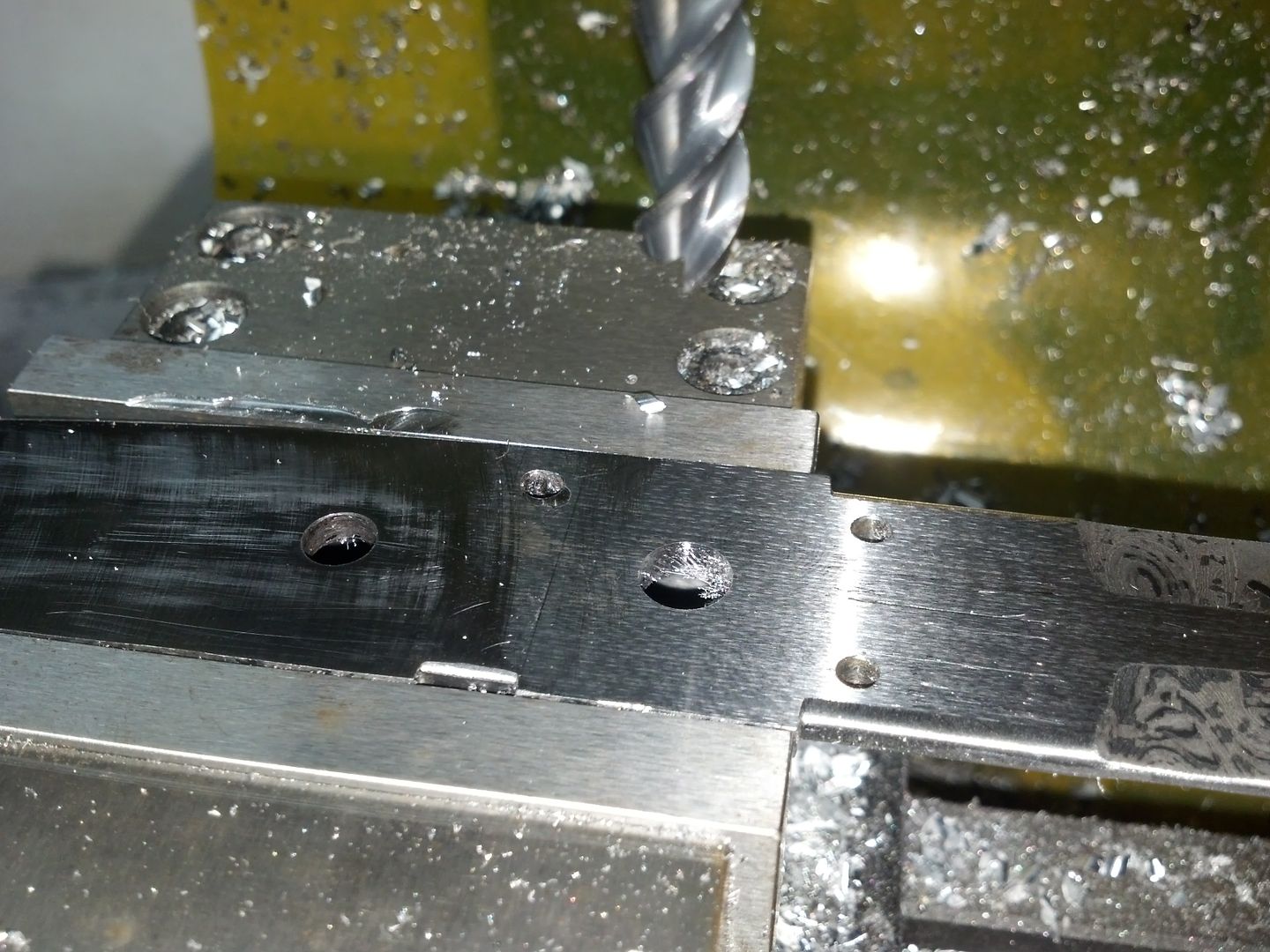
Now I have to address the bolsters. In this pic I have ground the surface of them. They had a mill finish (typical of cold rolled steels from the steel mill..see what I'm pointing to on the bar.)
I've also worked the radiuses that match the scales and gotten them ready for final sanding before polish. I wet sanded starting at 400, all the way up to 2000 grit. I then polished and that's what we have here
Next step is sticking those bolster pieces on, along with the lanyard tube. Got that glued up and had to install the locating pin. the small holes in the bolsters are flared out at the surface, to give the pin something to spread into when peened. You can see the pin has been peened and it is now stuck. We'll grind those off flush soon. Hopefully they will hide and disappear leaving no trace that they are there.
Just to be sure everything is squeezed up, I left it vise griped for a bit.
More later.