Hey Rex. A lot of the process is achieved because of the way the salts themselves heat the blade. Salts heat SO consistently and SO evenly compared to other methods. They heat by conduction rather than by convection. So your tip doesn't over heat, it comes up to the same heat, the same time as the rest of your blade with similar thickness.
Also, you can use the geometry of the blade itself to aid in the process. Thick spines and ricassos with drastic distal taper and thinly ground edges will almost automatically ensure that the tip and edge will come up to temp way quicker than the upper flats, spine and ricasso area.
With the salts heating so evenly, I'm able to grind my pre heat treat blades much thinner without much worry of warp and almost zero decarb. I have quenched a large bowie that was only .015" thick at the edge with no issues whatsoever. It is also very easy to identify the decalescence also, because of the evenness of heating.
The same geometry also aids you in the quench, using the right steel and the right oil, the geometry also almost guarantees that the upper flats, spine and ricasso area can't cool fast enough to harden and they didn't get hot enough to harden in the first place.
Thirdly, you can pull the blades in and out of the salts and virtually 'soak' the blade keeping just the edge area hot and keeping the thicker parts cooler.
So ultimately you use a combination of time at a very precise temp, the conduction method of heating and the geometry of the blade itself to get the results your after.
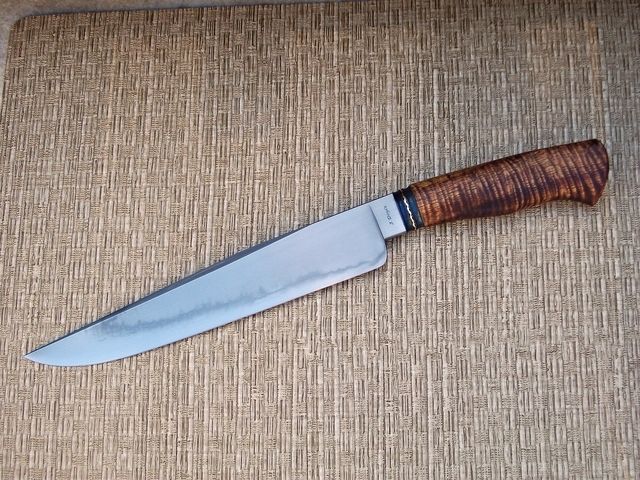
Here is one I did recently with no clay. It has MUCH more fine activity than I can capture in the photos but you get the idea.