REK Knives
Well-Known Member
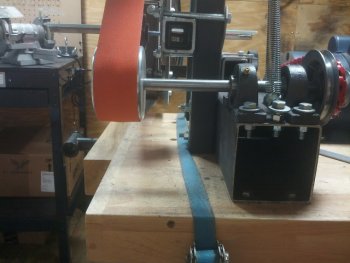
I just built this thing within the past 3-4 weeks and have been having much trouble with it :2: First, it was an alignment issue, but I think I got that pretty much figured out (I took a piece of flat bar stock and put it up to the side of each wheel to make sure the other wheels lined up). I have a 3hp Leeson motor fyi. After that, I am having the following issues:
Anyway, any help would be much appreciated. I am at a loss and quite frustrated. Thanks!
Josh








If you need better pics, let me know.
this is what I'm working on but I REALLY need to get this project done and with my belt sander screwing up this is making it hard.

- Completely ate the rubber away from my lower contact wheel down to the bare aluminum (for some unknown reason) and this thing is expensive around $50, already had to replace one
- Popped a belt in two while I was using the grinder (this may be normal)
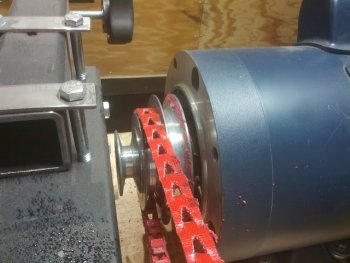
- My belt speed varies greatly, and right before I finished using it today it slowed down to lower than my lowest pulley speed (even though I had it on the fastest). I checked the belt and found that the rear pulley (the one that goes to my drive wheel) was so hot it actually melted the belt to it somewhat. I sprayed it off with water to cool it down, it steamed. I checked the alignment between that and my motor pulley and its off about 1/8", I wouldn't think this would be a big enough of an issue, but maybe it is? There was some of the belt melted to the motor pulley (see pics). I tightened my belt up pretty tight like the instructions say (loosen the motor bolts and pull motor forward) to the point that I had to actually rotate the wheel to get the belt to track over onto the right pulley.
Anyway, any help would be much appreciated. I am at a loss and quite frustrated. Thanks!
Josh
If you need better pics, let me know.
this is what I'm working on but I REALLY need to get this project done and with my belt sander screwing up this is making it hard.
Attachments
-
 IMG_20130824_081540.jpg71.4 KB · Views: 27
IMG_20130824_081540.jpg71.4 KB · Views: 27 -
 IMG_20130824_083608.jpg63.7 KB · Views: 36
IMG_20130824_083608.jpg63.7 KB · Views: 36 -
 IMG_20130824_083617.jpg65.8 KB · Views: 30
IMG_20130824_083617.jpg65.8 KB · Views: 30 -
 IMG_20130824_083625.jpg74.8 KB · Views: 31
IMG_20130824_083625.jpg74.8 KB · Views: 31 -
 IMG_20130824_083549.jpg72.7 KB · Views: 30
IMG_20130824_083549.jpg72.7 KB · Views: 30 -
 IMG_20130824_081534.jpg65.9 KB · Views: 30
IMG_20130824_081534.jpg65.9 KB · Views: 30 -
 IMG_20130824_083641.jpg70.8 KB · Views: 36
IMG_20130824_083641.jpg70.8 KB · Views: 36 -
 IMG_20130824_083656.jpg69 KB · Views: 32
IMG_20130824_083656.jpg69 KB · Views: 32 -
 DSC01376.JPG66.9 KB · Views: 27
DSC01376.JPG66.9 KB · Views: 27
Last edited:


")
