You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Sub Hilt fund raiser WIP
- Thread starter Bruce Bump
- Start date
Bruce Bump
Forum Owner-Moderator
OK I just saw the other thread explaining everything,however I bet some who see this thread are still clueless so perhaps put the information at the beggining of this thread too.
I'm sure you are right. I need to edit that into the first page. Thanks for bringing it to my attention.
Bruce
Hey Bruce,
how ya doin buddy?? I am in the market for a new band saw and noticed yours in the pics. It looks like what I am looking for. I would like a Verticle/Horizontal band saw kinda like yours. Just wondering if you would mind telling me a little about yours. What brand it is, howmuch $$ it might have been, if you like or what ever. Thanks Man! Did Ya get the 416??
how ya doin buddy?? I am in the market for a new band saw and noticed yours in the pics. It looks like what I am looking for. I would like a Verticle/Horizontal band saw kinda like yours. Just wondering if you would mind telling me a little about yours. What brand it is, howmuch $$ it might have been, if you like or what ever. Thanks Man! Did Ya get the 416??
Bruce Bump
Forum Owner-Moderator
Hey Bruce,
how ya doin buddy?? I am in the market for a new band saw and noticed yours in the pics. It looks like what I am looking for. I would like a Verticle/Horizontal band saw kinda like yours. Just wondering if you would mind telling me a little about yours. What brand it is, howmuch $$ it might have been, if you like or what ever. Thanks Man! Did Ya get the 416??
Yep the 416 came in today. yea!
This is a 4" x 6" Jet brand verical/horizontal with a better table made for it. I've used it for years and wore out the wheels but re-turned them on a lathe. It still runs good but must be getting tired by now as I've cut a mile of steel on it. I'd buy another one. Harbor Frieght sells on but this one doesnt have bad castings like the one I sent back from Harbor Frieght. This one was $300. Enco have them for $199 sometimes.
Bruce Bump
Forum Owner-Moderator
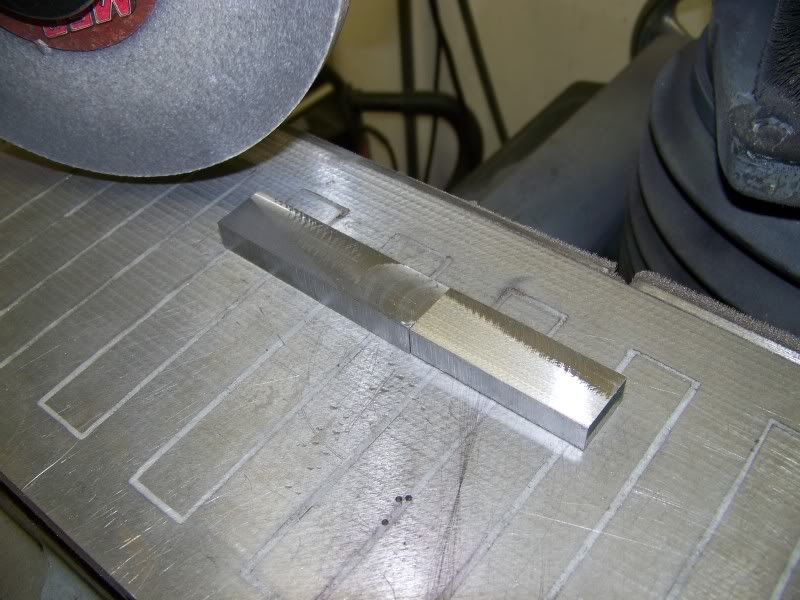
The postman finally dropped off the 416ss that Craig sent me for the front and sub hilts. Its a big piece so I cut it down to 3" and sliced it down the middle and cut off enough for the short hilt. I squared them up and milled them close the 3/8" thick and surfaced them to actual 3/8" thick.
Next comes milling the slot and hand filing the ricasso so the guard slides on from the front with minimum gaps to solder. Yes I said solder.





Next comes milling the slot and hand filing the ricasso so the guard slides on from the front with minimum gaps to solder. Yes I said solder.
Eli Gautreaux
Well-Known Member
This is a fun thread, thanks for taking the time to show us the WIP.
Bruce Bump
Forum Owner-Moderator
Made more progress today.
I have the guard and subhilt marked out and slotted. I also roughed out the hollows on the blade and am now rounding the ricasso to match the end mill radious. It has to fit as tight as possible for the solder joint. Solders doesn like to fill big gaps. The guards will also get drilled and pinned. I need to fit both guards and drill them through before I can send the blade out to Paul Bos for heat treating.
I'm leaving the blade only half hollow ground so it can be straightend if it warps during heat treating. I will finish grinding the bevels and tapered tang after it is heat treated.





I have the guard and subhilt marked out and slotted. I also roughed out the hollows on the blade and am now rounding the ricasso to match the end mill radious. It has to fit as tight as possible for the solder joint. Solders doesn like to fill big gaps. The guards will also get drilled and pinned. I need to fit both guards and drill them through before I can send the blade out to Paul Bos for heat treating.
I'm leaving the blade only half hollow ground so it can be straightend if it warps during heat treating. I will finish grinding the bevels and tapered tang after it is heat treated.
Bruce Bump
Forum Owner-Moderator




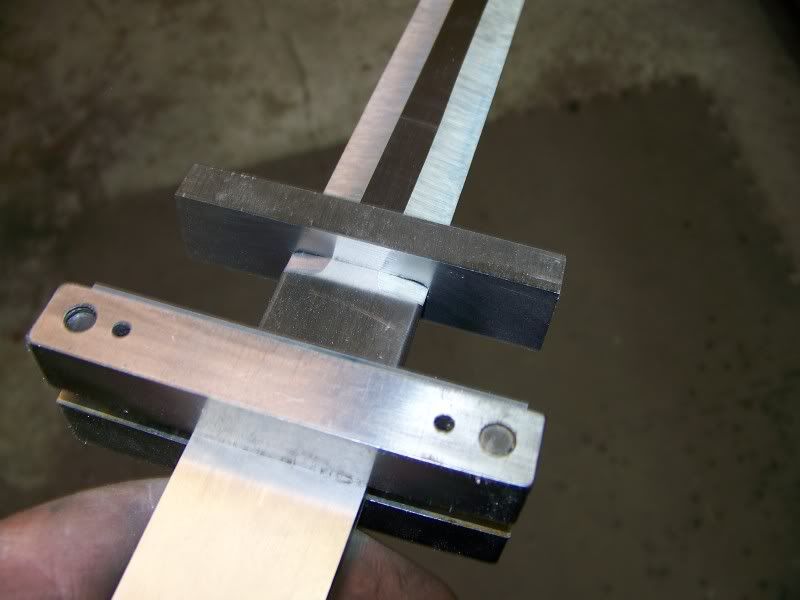
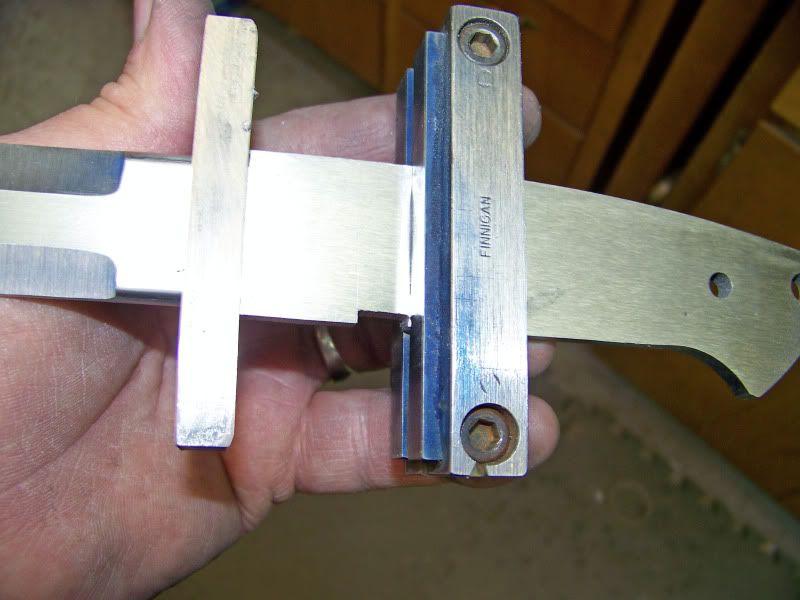
The guard is almost there. Notice it slides on from the front on this blade. The blade is just slightly tapered throughout the length of it. I'm bushed, see ya tomorrow.
Rusty McDonald
KNIFE MAKER
Love that Blues Clues Band-aid your a sportin there Bruce! Nice work so far I have never seen a tutorial on one of these before.
Last edited by a moderator:
Bruce Bump
Forum Owner-Moderator
Love that Blues Clues Band-aid your a sportin there Bruce! Nice work so far I have never seen a tutorial on one of these before.
I ran out of Sponge Bob bandaids.
")
J
jjs
Guest
Money sent for 5 tickets.
Thanks for the chance.
Thanks for the chance.
ddavelarsen
Well-Known Member
Bruce it was a long time ago that I watched the Loveless video but I (think I) remember him using a radius gauge on the ricasso to check that the guard will fit. Is that how you're going to get it close? Just curious.
Watching you use the mill is really making me think I'm not taking advantage of my tools, as I always do the slotting with my drill press and a jeweler's saw, then file for what seems like hours to get the final fit. I think you sure have the right idea here. Is your mill the final size of the slot or smaller and you work the sides to your measurement?
Thanks,
Watching you use the mill is really making me think I'm not taking advantage of my tools, as I always do the slotting with my drill press and a jeweler's saw, then file for what seems like hours to get the final fit. I think you sure have the right idea here. Is your mill the final size of the slot or smaller and you work the sides to your measurement?
Thanks,
Bruce Bump
Forum Owner-Moderator
Bruce it was a long time ago that I watched the Loveless video but I (think I) remember him using a radius gauge on the ricasso to check that the guard will fit. Is that how you're going to get it close? Just curious.
Watching you use the mill is really making me think I'm not taking advantage of my tools, as I always do the slotting with my drill press and a jeweler's saw, then file for what seems like hours to get the final fit. I think you sure have the right idea here. Is your mill the final size of the slot or smaller and you work the sides to your measurement?
Thanks,
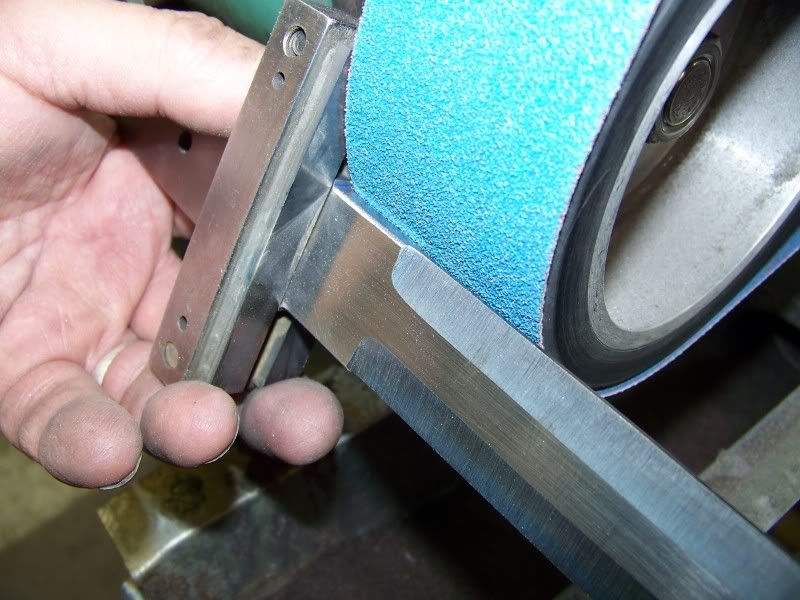
Here I roughed in the radius on the belt and hand filed it by eye but as soon as its close enough, if I dont take off too much, I will use blue layout fluid and make witness marks on the ricasso. By sliding the guard on and off I can see the high spots. It is within about .005" right now so it wont take long and I need to be careful to just file and sand those high spots
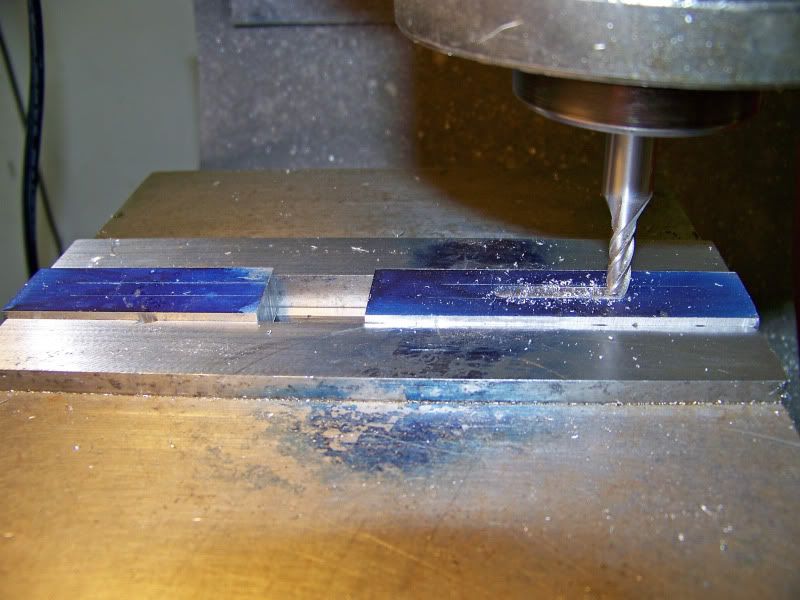
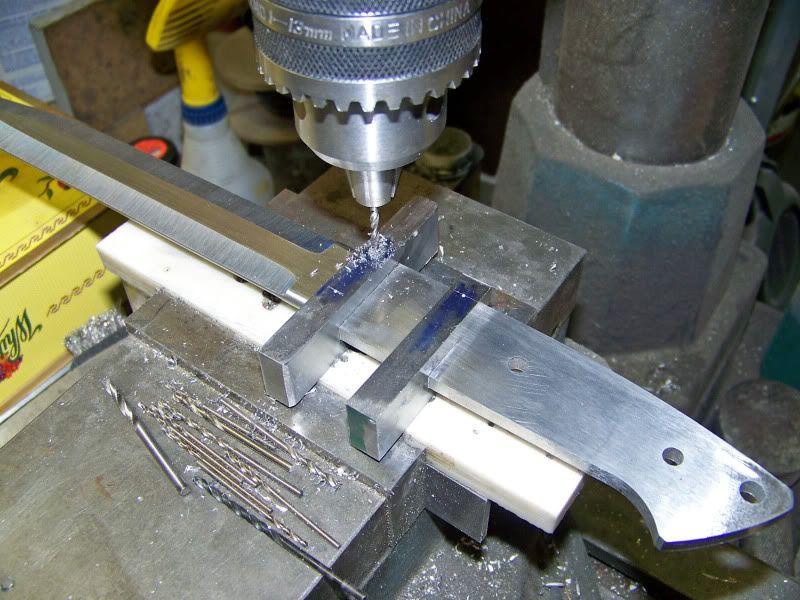
This method of slotting is the most accurate way I've found. I dont have a digital readout so I set the stops on the mill and just go back and forth lengthwise first and only remove .010" on each pass. This is .375" thick stock so it took about 38 passes but I can drink coffee while I'm doing it. When the length is finished I can leave the end mill all the way in and cut the sides. It will clean up the entire side of the slot with one pass just take off a couple thousands at a time. I keep checking it with the calipers and try to stop at the width of the blade. In this case it is exactly .208" thick blade so the slot needs to be .208" wide. A few strokes with the file and it fits. Thinner materials go very quick but this stuff is 3/8" thick and took longer but very accurate. This is why God invented milling machines I believe.
ddavelarsen
Well-Known Member
Bruce, one of the problems I have is knowing how fast to run the spindle (is that what it's called?). What size mill do you use and how fast does it turn? I'm totally ignorant about machining anything. I have a crude 3-in-1 machine from HF that's probably not very accurate (particularly since I dropped it in the yard getting it off my truck, but that's another story), but it's probably close enough for my kind of work. I just don't know how fast to run it for given tools. I have an old Machinery's Handbook; perhaps I could figure it out from that. But it might as well be greek to me.
Bruce Bump
Forum Owner-Moderator
Bruce, one of the problems I have is knowing how fast to run the spindle (is that what it's called?). What size mill do you use and how fast does it turn? I'm totally ignorant about machining anything. I have a crude 3-in-1 machine from HF that's probably not very accurate (particularly since I dropped it in the yard getting it off my truck, but that's another story), but it's probably close enough for my kind of work. I just don't know how fast to run it for given tools. I have an old Machinery's Handbook; perhaps I could figure it out from that. But it might as well be greek to me.
I took a college machine shop night school to help me. You can run your spindle fairly slow and feed it slow also. If you are throwing blue colored chips its either a dull cutter or too fast on the speed and feed. I bought some coolant from Enco that mixes with water called KoolMist. It has saved me hundreds in burnt mill ends. I know I'm pretty general in this answer so you may need to read a basics machine shop book of some kind.
Bruce Bump
Forum Owner-Moderator
At the end of today I have the guards fit up and drilled.






ddavelarsen
Well-Known Member
Thanks for the feed note Bruce, that give me confidence what I've done so far isn't too far off base.
I see that you squared the slot in the subhilt guard and filed a place in the tang for it to rest. I went back to the original photo to see how rounded the tang will be (not much) and where the taper starts. It looks to me like the tapered tang will begin behind the subhilt - right? That's one of the questions I've always had about these knives.
Thanks again for a great thread and project!
I see that you squared the slot in the subhilt guard and filed a place in the tang for it to rest. I went back to the original photo to see how rounded the tang will be (not much) and where the taper starts. It looks to me like the tapered tang will begin behind the subhilt - right? That's one of the questions I've always had about these knives.
Thanks again for a great thread and project!