Josh Dabney
Moderator
So You want to make a knife...
The purpose of this tutorial is to assist you in accomplishing this goal. I'm here to show you how to utilize commonly available tools to turn this kit into a great knife-
http://usaknifemaker.com/kit-knives...-steel-knife-kit-level-1-build-along-kit.html
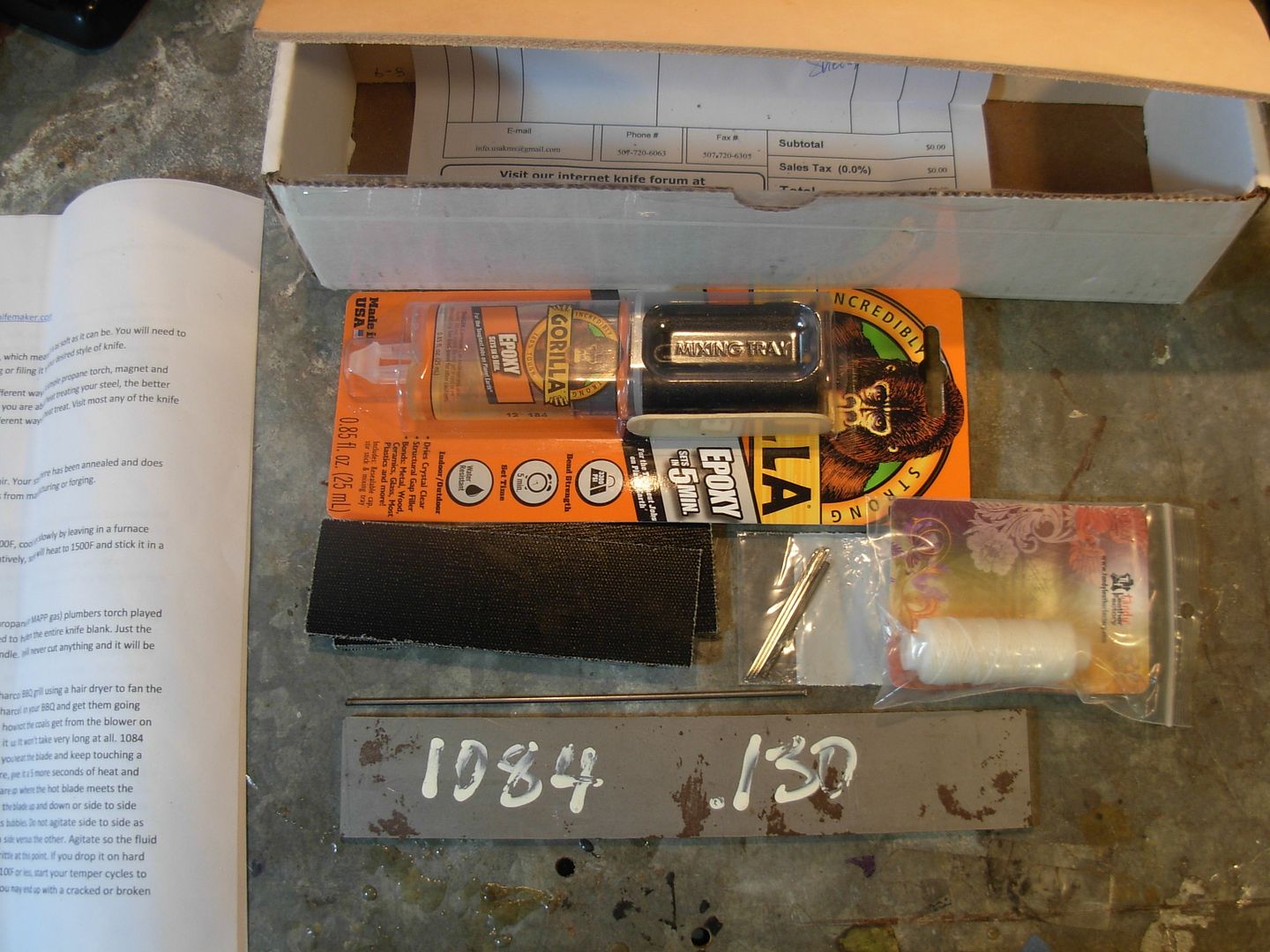
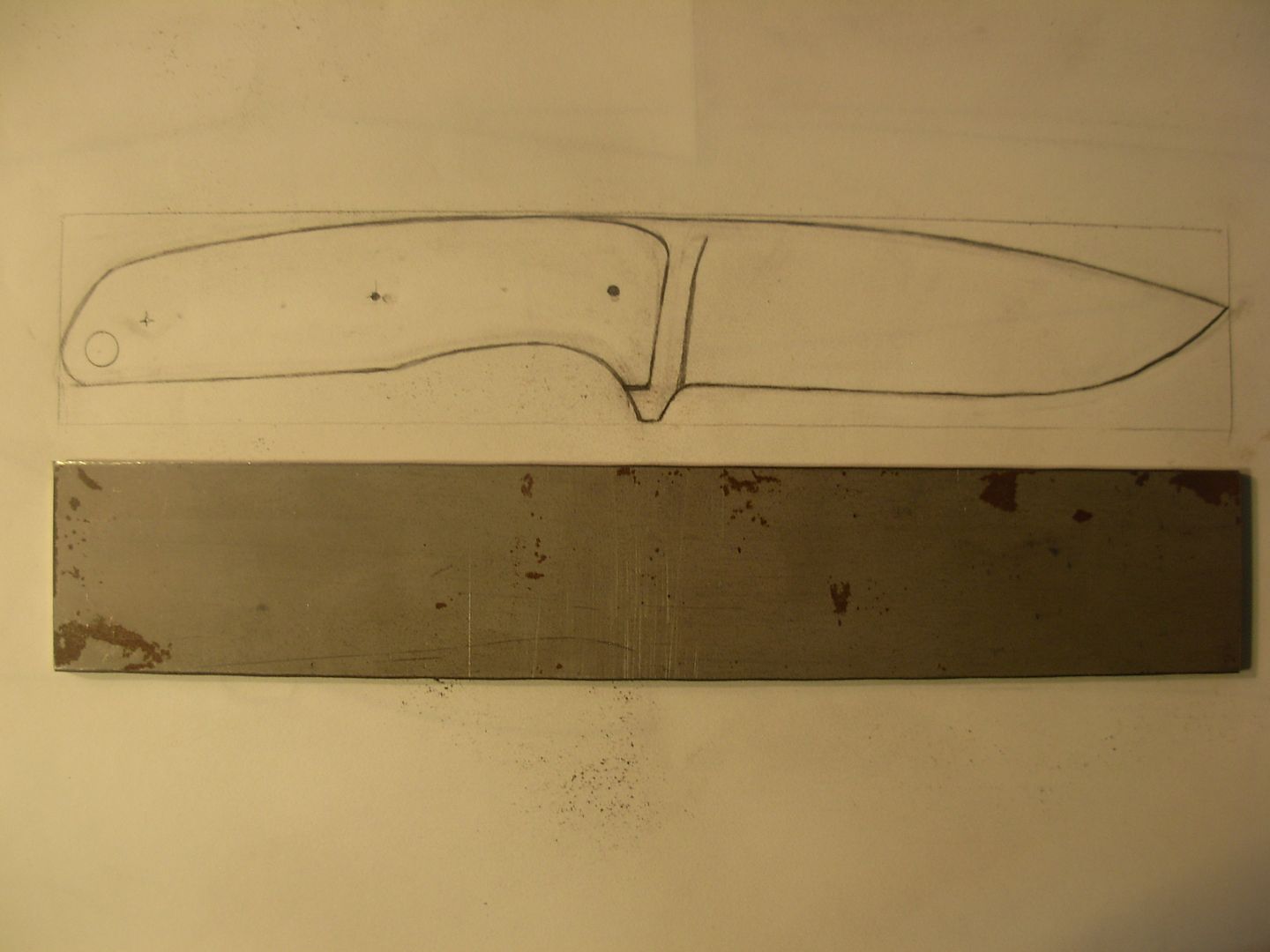
The Kit contains all the materials needed to build a complete knife and sheath from scratch. In addition to the Kit all you'll need are some basic tools and the drive to follow the project through to the end.
The Goal of this tutuorial is that you build a knife and sheath from start to finish doing all the work yourself. Having doubts ? Cast those doubts aside and trust me that YOU CAN DO IT !
Some Notes on SAFETY
Knifemaking is alot of fun. Let's not end the fun by ignoring good working habits and injuring ourselves during the process. We're going to need to stay especially vigilant in the protection of our EYES FINGERS and LUNGS
Rule #1. We will be wearing our safety glasses AT ALL TIMES. Non-negotable JUST DO IT !
Rule #2. We will not be wearing any of the following items-
-Gloves (with the exception of during the hardening stage)
-Anything that dangles like necklaces or bracelets
-Long hair... Don't cut it off of course but keep it under a hat, bandana, or otherwise tied up and our of your eyes. The last place we want that long hair is wrapped around a drill chuck or grinding wheel or near sources of very high heat !
Rule #3 While using powered grinding equipment we will protect our lungs. A Resperator should be part of every knifemakers safety routine. Paper dust masks are better than nothing.
Rule #4 Work smart and trust your safety instincts. If at any time you find yourself thinking... Is what I'm about to do a safe operation ? or Is this the proper use of this tool ? The answers to these two questions are ALWAYS NO !
Rule #5 If we happen to be inexperienced with the use of power tools learn their proper use WITH SUPERVISION from someone experienced.
Rule #6 RESPECT the power of the tools you're using. Even a seemingly harmless tool such as my hand drill can easily break or otherwise mangle up a finger or wrap up a loose article of clothing. Bump a turning drill bit into your hand and you'll be amazed at the efficiency it'll have in drilling a nasty hole.
Rule #7 FOCUS on the task at hand. If your mind is wandering to other things or you're tired it is NOT the time for knifemaking. Turn off the tools and come back another time
Do you know what the 3 most expensive words we do not want to say are ?
EMERGENCY ROOM VISIT
BE SAFE !
WORK SMART !
HAVE FUN !
-Josh
The purpose of this tutorial is to assist you in accomplishing this goal. I'm here to show you how to utilize commonly available tools to turn this kit into a great knife-
http://usaknifemaker.com/kit-knives...-steel-knife-kit-level-1-build-along-kit.html
The Kit contains all the materials needed to build a complete knife and sheath from scratch. In addition to the Kit all you'll need are some basic tools and the drive to follow the project through to the end.
The Goal of this tutuorial is that you build a knife and sheath from start to finish doing all the work yourself. Having doubts ? Cast those doubts aside and trust me that YOU CAN DO IT !
Some Notes on SAFETY
Knifemaking is alot of fun. Let's not end the fun by ignoring good working habits and injuring ourselves during the process. We're going to need to stay especially vigilant in the protection of our EYES FINGERS and LUNGS
Rule #1. We will be wearing our safety glasses AT ALL TIMES. Non-negotable JUST DO IT !
Rule #2. We will not be wearing any of the following items-
-Gloves (with the exception of during the hardening stage)
-Anything that dangles like necklaces or bracelets
-Long hair... Don't cut it off of course but keep it under a hat, bandana, or otherwise tied up and our of your eyes. The last place we want that long hair is wrapped around a drill chuck or grinding wheel or near sources of very high heat !
Rule #3 While using powered grinding equipment we will protect our lungs. A Resperator should be part of every knifemakers safety routine. Paper dust masks are better than nothing.
Rule #4 Work smart and trust your safety instincts. If at any time you find yourself thinking... Is what I'm about to do a safe operation ? or Is this the proper use of this tool ? The answers to these two questions are ALWAYS NO !
Rule #5 If we happen to be inexperienced with the use of power tools learn their proper use WITH SUPERVISION from someone experienced.
Rule #6 RESPECT the power of the tools you're using. Even a seemingly harmless tool such as my hand drill can easily break or otherwise mangle up a finger or wrap up a loose article of clothing. Bump a turning drill bit into your hand and you'll be amazed at the efficiency it'll have in drilling a nasty hole.
Rule #7 FOCUS on the task at hand. If your mind is wandering to other things or you're tired it is NOT the time for knifemaking. Turn off the tools and come back another time
Do you know what the 3 most expensive words we do not want to say are ?
EMERGENCY ROOM VISIT
BE SAFE !
WORK SMART !
HAVE FUN !
-Josh
Last edited:
")